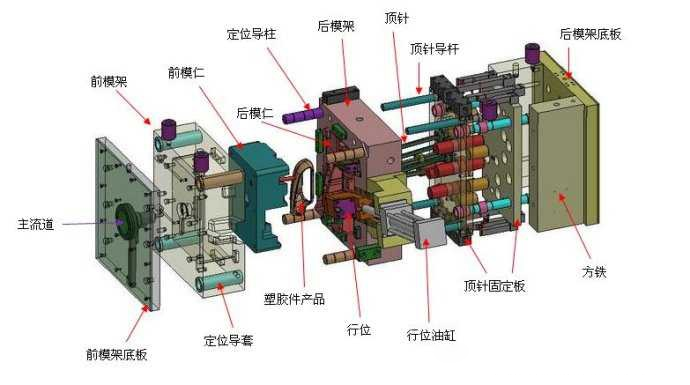
1 ஊசி அச்சு கலவை.இது முக்கியமாக மோல்டிங் பாகங்களைக் கொண்டுள்ளது (நகரும் மற்றும் நிலையான அச்சு பாகங்களின் அச்சு குழியை உருவாக்கும் பகுதிகளைக் குறிக்கிறது), ஊற்றுதல் அமைப்பு (உருகிய பிளாஸ்டிக் ஊசி இயந்திரத்தின் முனையிலிருந்து அச்சு குழிக்குள் நுழையும் சேனல்), வழிகாட்டுதல் பாகங்கள் (அச்சு மூடப்படும் போது அச்சு துல்லியமாக சீரமைக்க), தள்ளும் பொறிமுறை (அச்சு பிரிந்த பிறகு பிளாஸ்டிக் குழி வெளியே தள்ளும் சாதனம்), வெப்பநிலை ஒழுங்குபடுத்தும் அமைப்பு (ஊசி செயல்முறையின் அச்சு வெப்பநிலை தேவைகளை பூர்த்தி செய்ய ) வெளியேற்ற அமைப்பு (அச்சு குழியில் உள்ள காற்று மற்றும் பிளாஸ்டிக் மூலம் ஆவியாகும் வாயு ஆகியவை மோல்டிங்கின் போது அச்சிலிருந்து வெளியேற்றப்படுகின்றன, மேலும் வெளியேற்றும் பள்ளம் பெரும்பாலும் பிரிக்கும் மேற்பரப்பில் அமைக்கப்படுகிறது) மற்றும் துணை பாகங்கள் (நிறுவ மற்றும் சரிசெய்ய பயன்படுகிறது அல்லது மோல்டிங் பாகங்கள் மற்றும் பொறிமுறையின் பிற பகுதிகளை ஆதரிக்கவும்) உருவாக்கப்படுகின்றன, மேலும் சில சமயங்களில் பக்கவாட்டு மற்றும் கோர்-இழுக்கும் வழிமுறைகள் உள்ளன.
2. ஊசி அச்சு வடிவமைப்பு படிகள்
1. வடிவமைப்பு முன் தயாரிப்பு
(1) வடிவமைப்பு பணி
(2) பிளாஸ்டிக் பாகங்கள், அவற்றின் வடிவியல் வடிவம், பிளாஸ்டிக் பாகங்களின் தேவைகள், மற்றும் பிளாஸ்டிக் பாகங்களின் மூலப்பொருட்கள் ஆகியவற்றைப் பற்றி நன்கு அறிந்திருக்க வேண்டும்.
(3) பிளாஸ்டிக் பாகங்களின் மோல்டிங் செயல்முறையை சரிபார்க்கவும்
(4) ஊசி இயந்திரத்தின் மாதிரி மற்றும் விவரக்குறிப்பைக் குறிப்பிடவும்
2. உருவாக்கும் செயல்முறை அட்டையை உருவாக்குதல்
(1) திட்ட வரைபடம், எடை, சுவர் தடிமன், திட்டமிடப்பட்ட பகுதி, ஒட்டுமொத்த பரிமாணங்கள், பக்க இடைவெளிகள் மற்றும் செருகல்கள் உள்ளதா போன்ற தயாரிப்பு மேலோட்டம்
(2) தயாரிப்பு பெயர், மாதிரி, உற்பத்தியாளர், நிறம் மற்றும் உலர்த்துதல் போன்ற தயாரிப்பில் பயன்படுத்தப்படும் பிளாஸ்டிக்கின் மேலோட்டம்
(3) தேர்ந்தெடுக்கப்பட்ட ஊசி இயந்திரத்தின் முக்கிய தொழில்நுட்ப அளவுருக்கள், உட்செலுத்துதல் இயந்திரம் மற்றும் நிறுவல் அச்சுக்கு இடையே உள்ள தொடர்புடைய பரிமாணங்கள், திருகு வகை, சக்தி (4) ஊசி இயந்திரத்தின் அழுத்தம் மற்றும் பக்கவாதம்
(5) வெப்பநிலை, அழுத்தம், வேகம், அச்சு பூட்டுதல் விசை போன்ற ஊசி வடிவ நிலைகள்
3. ஊசி அச்சு கட்டமைப்பு வடிவமைப்பு படிகள்
(1) துவாரங்களின் எண்ணிக்கையைத் தீர்மானிக்கவும்.நிபந்தனைகள்: அதிகபட்ச ஊசி அளவு, அச்சு பூட்டுதல் சக்தி, தயாரிப்பு துல்லியம் தேவைகள், பொருளாதாரம்
(2) ஓடும் மேற்பரப்பைத் தேர்ந்தெடுக்கவும்.அச்சு அமைப்பு எளிமையானது, பிரித்தல் எளிதானது மற்றும் பிளாஸ்டிக் பாகங்களின் தோற்றத்தையும் பயன்பாட்டையும் பாதிக்காது என்பது கொள்கையாக இருக்க வேண்டும்.
(3) குழி அமைப்பு திட்டத்தை தீர்மானிக்கவும்.முடிந்தவரை சீரான ஏற்பாட்டைப் பயன்படுத்தவும்
(4) நுழைவாயில் அமைப்பைத் தீர்மானிக்கவும்.மெயின் ஃப்ளோ சேனல், டைவர்ஷன் சேனல், கேட், கோல்ட் ஹோல் போன்றவை அடங்கும்.
(5) வெளியீட்டு முறையைத் தீர்மானிக்கவும்.பிளாஸ்டிக் பாகங்கள் விட்டுச்சென்ற அச்சின் வெவ்வேறு பகுதிகளுக்கு ஏற்ப வெவ்வேறு டிமால்டிங் முறைகள் வடிவமைக்கப்பட்டுள்ளன.
(6) வெப்பநிலை ஒழுங்குபடுத்தும் அமைப்பின் கட்டமைப்பை தீர்மானிக்கவும்.வெப்பநிலை ஒழுங்குமுறை அமைப்பு முக்கியமாக பிளாஸ்டிக் வகையால் தீர்மானிக்கப்படுகிறது.
(7) பெண் டை அல்லது கோர்க்கு செருகும் அமைப்பு ஏற்றுக்கொள்ளப்படும்போது, செருகும் இயந்திரத்திறன் மற்றும் நிறுவல் மற்றும் பொருத்துதல் முறை தீர்மானிக்கப்படுகிறது.
(8) வெளியேற்ற வகையைத் தீர்மானிக்கவும்.பொதுவாக, அச்சு மற்றும் வெளியேற்றும் பொறிமுறையின் பிரிப்பு மேற்பரப்பு மற்றும் அச்சு ஆகியவற்றிற்கு இடையே உள்ள அனுமதி வெளியேற்றத்திற்கு பயன்படுத்தப்படலாம்.பெரிய மற்றும் அதிவேக ஊசி அச்சுக்கு, தொடர்புடைய வெளியேற்ற வடிவம் வடிவமைக்கப்பட வேண்டும்.
(9) ஊசி வடிவத்தின் முக்கிய பரிமாணங்களைத் தீர்மானிக்கவும்.தொடர்புடைய சூத்திரத்தின்படி, மோல்டிங் பகுதியின் வேலை அளவைக் கணக்கிட்டு, அச்சு குழியின் பக்க சுவரின் தடிமன், குழியின் கீழ் தட்டு, மைய ஆதரவு தட்டு, நகரும் டெம்ப்ளேட்டின் தடிமன், குழி தட்டு தடிமன் ஆகியவற்றை தீர்மானிக்கவும். மட்டு குழி மற்றும் ஊசி அச்சு மூடும் உயரம்.
(10) நிலையான அச்சு தளத்தைத் தேர்ந்தெடுக்கவும்.வடிவமைக்கப்பட்ட மற்றும் கணக்கிடப்பட்ட ஊசி வடிவத்தின் முக்கிய பரிமாணங்களின்படி உட்செலுத்துதல் அச்சின் நிலையான அச்சு தளத்தைத் தேர்ந்தெடுத்து, நிலையான அச்சு பாகங்களைத் தேர்ந்தெடுக்க முயற்சிக்கவும்.
(11) அச்சின் கட்டமைப்பை வரையவும்.உட்செலுத்துதல் அச்சின் முழுமையான கட்டமைப்பு ஓவியத்தை வரைதல் மற்றும் அச்சு அமைப்பு வரைதல் ஆகியவை அச்சு வடிவமைப்பின் மிக முக்கியமான வேலையாகும்.
(12) அச்சு மற்றும் ஊசி இயந்திரத்தின் தொடர்புடைய பரிமாணங்களைச் சரிபார்க்கவும்.பயன்படுத்தப்படும் ஊசி இயந்திரத்தின் அளவுருக்கள், அதிகபட்ச ஊசி அளவு, ஊசி அழுத்தம், அச்சு பூட்டுதல் விசை மற்றும் அச்சு நிறுவல் பகுதியின் அளவு, அச்சு திறப்பு பக்கவாதம் மற்றும் வெளியேற்றும் பொறிமுறையை சரிபார்க்கவும்.
(13) உட்செலுத்துதல் அச்சின் கட்டமைப்பு வடிவமைப்பு பற்றிய ஆய்வு.பூர்வாங்க மதிப்பாய்வை நடத்தி பயனரின் ஒப்புதலைப் பெறவும், மேலும் பயனரின் தேவைகளை உறுதிப்படுத்தி மாற்றியமைக்க வேண்டியது அவசியம்.
(14) அச்சுகளின் சட்டசபை வரைபடத்தை வரையவும்.உட்செலுத்துதல் வார்ப்பு, தேவையான பரிமாணங்கள், வரிசை எண்கள், விவரங்கள் தலைப்புத் தொகுதி மற்றும் தொழில்நுட்பத் தேவைகள் (தொழில்நுட்பத் தேவைகளின் உள்ளடக்கங்கள் பின்வருமாறு: a. வெளியேற்ற பொறிமுறைக்கான சட்டசபைத் தேவைகள் போன்ற டை கட்டமைப்பிற்கான செயல்திறன் தேவைகள்) ஒவ்வொரு பகுதியின் அசெம்பிளி உறவையும் தெளிவாகக் குறிப்பிடவும். மற்றும் கோர்-புலிங் மெக்கானிசம்; பி. பிரித்தல் மேற்பரப்பை பொருத்துதல், டையின் மேல் மற்றும் கீழ் பகுதிகளின் இணையான தன்மை போன்ற டை அசெம்பிளி செயல்முறைக்கான தேவைகள்; சி. டை பயன்பாட்டிற்கான தேவைகள்; டி. ஆக்சிஜனேற்ற எதிர்ப்பு சிகிச்சைக்கான தேவைகள், டை எண், எழுத்து, எண்ணெய் முத்திரை மற்றும் சேமிப்பு; இ. சோதனை மற்றும் ஆய்வுக்கான தேவைகள். (15) மோல்ட் பகுதி வரைதல் வரைதல், அச்சு அசெம்பிளி டிராயிங் அல்லது பகுதி வரைதல் ஆகியவற்றிலிருந்து பிரித்தெடுக்கும் மற்றும் வரைதல் வரிசை: முதலில் உள்ளே பின்னர் வெளியே, முதலில் சிக்கலானது பின்னர் எளிமையானது, முதலில் உருவாக்கும் பகுதிகள் பின்னர் கட்டமைப்பு பகுதிகள்.
(16) வடிவமைப்பு வரைபடங்களை மதிப்பாய்வு செய்யவும்.உட்செலுத்துதல் அச்சு வடிவமைப்பின் இறுதி மதிப்பாய்வு ஊசி அச்சு வடிவமைப்பின் இறுதி சரிபார்ப்பாகும், மேலும் பகுதிகளின் செயலாக்க செயல்திறனுக்கு அதிக கவனம் செலுத்தப்பட வேண்டும்.
3. ஊசி அச்சு தணிக்கை
1. அடிப்படை கட்டமைப்பு
(1) உட்செலுத்துதல் அச்சின் பொறிமுறை மற்றும் அடிப்படை அளவுருக்கள் ஊசி இயந்திரத்துடன் பொருந்துமா.
(2) உட்செலுத்துதல் அச்சுக்கு ஒரு கிளாம்பிங் வழிகாட்டி பொறிமுறை உள்ளதா மற்றும் பொறிமுறை வடிவமைப்பு நியாயமானதா.
(3) பிரியும் மேற்பரப்பைத் தேர்ந்தெடுப்பது நியாயமானதா, ஃபிளாஷ் ஏற்படுவதற்கான சாத்தியக்கூறு உள்ளதா, மற்றும் பிளாஸ்டிக் பகுதி வெளியேற்றம் மற்றும் வெளியீட்டு பொறிமுறையில் அமைக்கப்பட்ட நகரும் டையின் (அல்லது நிலையான டை) பக்கத்தில் இருக்கிறதா.
(4) குழியின் தளவமைப்பு மற்றும் நுழைவாயில் அமைப்பின் வடிவமைப்பு நியாயமானதா.பிளாஸ்டிக் மூலப்பொருளுடன் கேட் இணக்கமாக உள்ளதா, கேட் நிலை சமமானதா, கேட் மற்றும் ரன்னரின் வடிவியல் வடிவம் மற்றும் அளவு பொருத்தமானதா, மற்றும் ஓட்ட விகிதம் நியாயமானதா.
(5) உருவாக்கப்பட்ட பகுதிகளின் வடிவமைப்பு நியாயமானதா.
(6) எஜெக்ஷன் ரிலீஸ் மெக்கானிசம் மற்றும் பக்கவாட்டு ஆண்.அல்லது கோர் இழுக்கும் பொறிமுறையானது நியாயமானதா, பாதுகாப்பானதா மற்றும் நம்பகமானதா.குறுக்கீடு மற்றும் அடைப்பு உள்ளதா.(7) வெளியேற்ற பொறிமுறை உள்ளதா மற்றும் அதன் வடிவம் நியாயமானதா.(8) வெப்பநிலை ஒழுங்குமுறை அமைப்பு தேவையா.வெப்ப மூலமும் குளிரூட்டும் முறையும் நியாயமானதா.
(9) துணை பாகங்களின் அமைப்பு நியாயமானதா.
(10) ஒட்டுமொத்த பரிமாணத்தால் நிறுவலை உறுதி செய்ய முடியுமா, பொருத்துதல் முறை நியாயமான மற்றும் நம்பகத்தன்மையுடன் தேர்ந்தெடுக்கப்பட்டதா, மற்றும் நிறுவலுக்குப் பயன்படுத்தப்படும் போல்ட் துளை ஊசி பொறிமுறை மற்றும் நிலையான மோல்ட் ஃபிக்சிங் பிளேட்டில் உள்ள திருகு துளை நிலையுடன் ஒத்துப்போகிறதா.
2. வடிவமைப்பு வரைபடங்கள்
(1) சட்டசபை வரைதல்
பாகங்கள் மற்றும் கூறுகளின் அசெம்பிளி உறவு தெளிவாக உள்ளதா, பொருந்தக்கூடிய குறியீடு சரியாகவும் நியாயமாகவும் குறிக்கப்பட்டுள்ளதா, பகுதிகளைக் குறிப்பது முடிந்ததா, பட்டியலில் உள்ள வரிசை எண்ணுடன் பொருந்துமா, தொடர்புடைய வழிமுறைகளுக்கு தெளிவான மதிப்பெண்கள் உள்ளதா, எப்படி முழு ஊசி அச்சு தரப்படுத்தப்பட்டது.
(2) பாகங்கள் வரைதல்
பகுதி எண், பெயர் மற்றும் செயலாக்க அளவு ஆகியவை தெளிவாகக் குறிக்கப்பட்டுள்ளதா, பரிமாண சகிப்புத்தன்மை மற்றும் பல்வேறு சகிப்புத்தன்மை மதிப்பெண்கள் நியாயமானவை மற்றும் முழுமையானவையா, அணிய எளிதான பாகங்கள் அரைப்பதற்கு ஒதுக்கப்பட்டதா, எந்தெந்த பாகங்களுக்கு அதி-உயர் துல்லியத் தேவைகள் உள்ளன, இந்தத் தேவையா நியாயமானது, ஒவ்வொரு பகுதியின் மெட்டீரியல் குஷன் பொருத்தமானதா, மற்றும் வெப்ப சிகிச்சை தேவைகள் மற்றும் மேற்பரப்பு கடினத்தன்மை தேவைகள் நியாயமானதா.
(3) வரைபட முறை
வரைதல் முறை சரியானதா, அது தேசிய தரநிலைகளுக்கு இணங்குகிறதா, மற்றும் வரைபடத்தில் வெளிப்படுத்தப்பட்ட வடிவியல் புள்ளிவிவரங்கள் மற்றும் தொழில்நுட்பத் தேவைகள் ஆகியவற்றைப் புரிந்துகொள்வது எளிது.3. ஊசி அச்சு வடிவமைப்பு தரம்
(1) ஊசி வடிவத்தை வடிவமைக்கும் போது, பிளாஸ்டிக் மூலப்பொருட்களின் செயல்முறை பண்புகள் மற்றும் மோல்டிங் செயல்திறன் சரியாகக் கருதப்பட்டதா, வார்ப்பு தரத்தில் ஊசி இயந்திரத்தின் வகையின் சாத்தியமான தாக்கம் மற்றும் அதற்கான தடுப்பு நடவடிக்கைகள் எடுக்கப்பட்டதா ஊசி அச்சு வடிவமைப்பின் போது மோல்டிங் செயல்பாட்டின் போது சாத்தியமான சிக்கல்கள்.
(2) ஊசி அச்சுகளின் வழிகாட்டும் துல்லியம் குறித்த பிளாஸ்டிக் பாகங்களின் தேவைகள் பரிசீலிக்கப்பட்டதா, மற்றும் வழிகாட்டும் அமைப்பு நியாயமான முறையில் வடிவமைக்கப்பட்டுள்ளதா.
(3) உருவாக்கப்பட்ட பகுதிகளின் வேலை பரிமாணக் கணக்கீடு சரியாக உள்ளதா, தயாரிப்புகளின் துல்லியம் உத்தரவாதம் செய்ய முடியுமா, மற்றும் போதுமான வலிமை மற்றும் விறைப்புத்தன்மை உள்ளதா.
(4) அச்சு போதுமான ஒட்டுமொத்த வலிமையையும் விறைப்பையும் கொண்டிருப்பதை ஆதரிக்கும் பாகங்கள் உறுதி செய்ய முடியுமா.
(5) அச்சு சோதனை மற்றும் பழுதுபார்க்கும் தேவைகள் கருதப்படுகிறதா
4. அசெம்பிளி மற்றும் பிரித்தெடுத்தல் மற்றும் கையாளுதல் நிலைமைகளின் அடிப்படையில் அசெம்பிளி மற்றும் பிரித்தெடுப்பதற்கு வசதியான பள்ளங்கள், துளைகள் போன்றவை உள்ளதா, அவை குறிக்கப்பட்டதா.
இடுகை நேரம்: மார்ச்-06-2023