ஆட்டோ பாகங்கள் ஊசி அச்சு






விளக்கம்
1. கொட்டும் அமைப்பு
முக்கிய ஓட்டம், குளிர் ஊட்ட துளை, திசைமாற்றி மற்றும் கேட் உட்பட, முனையிலிருந்து பிளாஸ்டிக் குழிக்குள் நுழைவதற்கு முன், இது ஓட்டம் சேனலின் பகுதியைக் குறிக்கிறது.
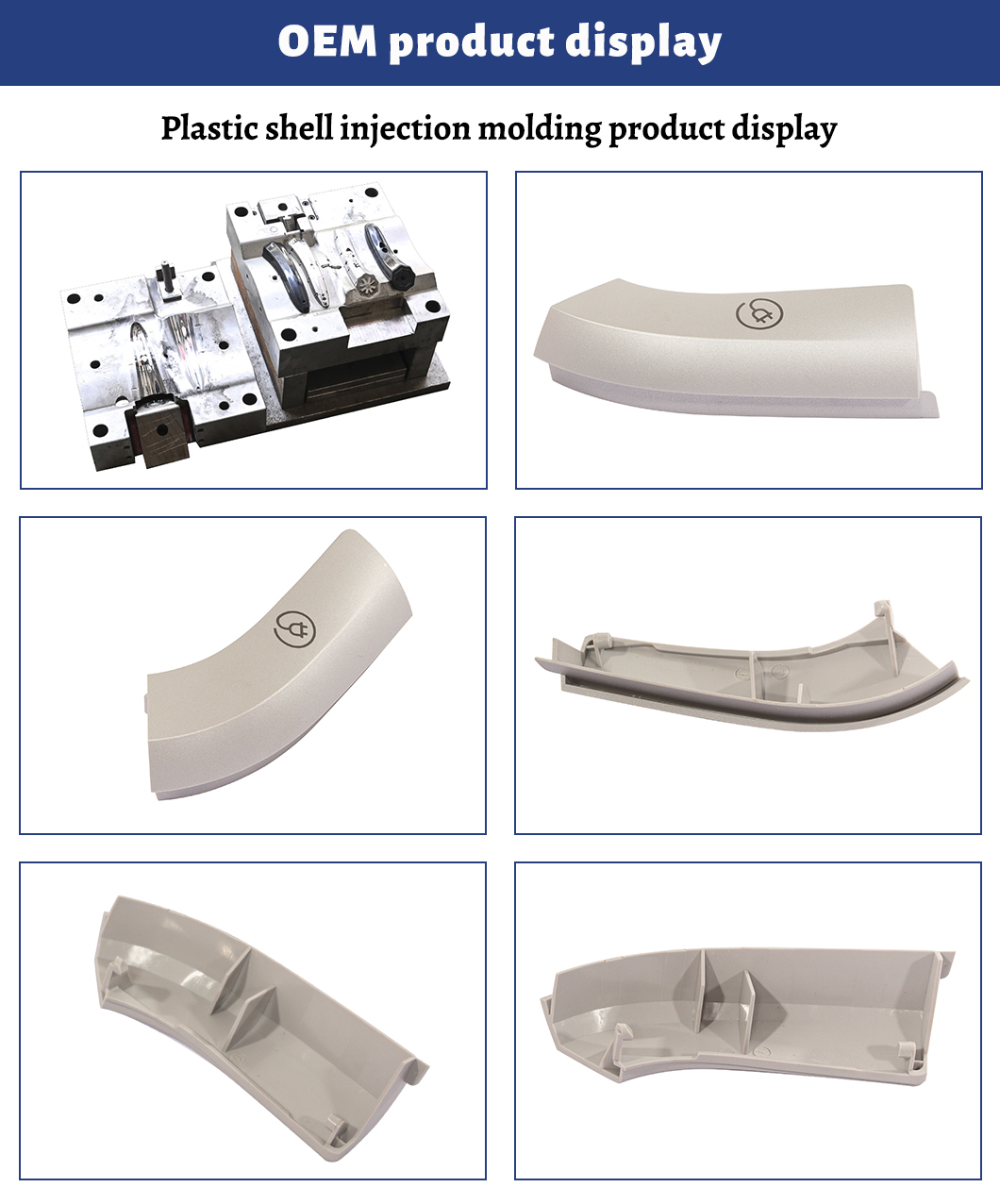
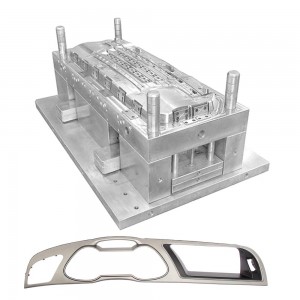
2. மோல்டிங் பாகங்கள் அமைப்பு:
இது உற்பத்தியின் வடிவத்தை உருவாக்கும் பல்வேறு பகுதிகளின் கலவையைக் குறிக்கிறது, இதில் நகரும் டை, ஃபிக்ஸட் டை மற்றும் கேவிட்டி (குழிவான டை), கோர் (பஞ்ச் டை), மோல்டிங் ராட் போன்றவை அடங்கும். மையத்தின் உள் மேற்பரப்பு உருவாகிறது, மற்றும் குழியின் வெளிப்புற மேற்பரப்பு வடிவம் (குழிவான இறக்க) உருவாகிறது.டை மூடிய பிறகு, கோர் மற்றும் குழி ஒரு இறக்க குழியை உருவாக்குகிறது.எப்போதாவது, செயல்முறை மற்றும் உற்பத்தித் தேவைகளின்படி, கோர் மற்றும் டை ஆகியவை வேலை செய்யும் தொகுதிகளின் கலவையிலிருந்து தயாரிக்கப்படுகின்றன, அடிக்கடி ஒரு துண்டில் இருந்து, மற்றும் எளிதில் சேதமடைந்த மற்றும் வேலை செய்ய கடினமாக இருக்கும் செருகுப் பகுதிகளில் மட்டுமே.
3, வெப்பநிலை கட்டுப்பாட்டு அமைப்பு.
டையின் ஊசி செயல்முறை வெப்பநிலை தேவைகளை பூர்த்தி செய்ய, டையின் வெப்பநிலையை கட்டுப்படுத்த வெப்பநிலை கட்டுப்பாட்டு அமைப்பு அவசியம்.தெர்மோபிளாஸ்டிக் உட்செலுத்துதல் அச்சுக்கு, குளிரூட்டும் அமைப்பின் முக்கிய வடிவமைப்பு அச்சுகளை குளிர்விக்கும் (அச்சுகளை சூடாக்கலாம்).அச்சுகளை குளிர்விப்பதற்கான ஒரு பொதுவான முறையானது, அச்சுகளில் குளிரூட்டும் நீரின் சேனலை அமைப்பதும், அச்சுகளில் இருந்து வெப்பத்தை அகற்ற சுற்றும் குளிரூட்டும் நீரைப் பயன்படுத்துவதும் ஆகும்.அச்சுகளை சூடாக்குவதற்கு கூடுதலாக, குளிர்ந்த நீரை சூடான நீர் அல்லது சூடான எண்ணெயை அனுப்ப பயன்படுத்தலாம், மேலும் அச்சுக்கு உள்ளேயும் சுற்றிலும் மின்சார வெப்பமூட்டும் கூறுகளை நிறுவலாம்.